
| アルミニウムの陽極酸化(アルマイト) |
| ▲営業案内のページに戻る | |
| ▼アルマイト皮膜の構造(図.1) |
 |
|
アルミニウム表面処理用語 JIS H 0201:1998 g)性質・欠陥 701 陽極酸化皮膜構造(模式図)より |
電気めっきは、被めっき物を陰極で電解し、電解液中の金属イオンを還元析出させる表面処理ですが、アルマイトは、電気めっきと全く逆の事を行います。
つまり、アルミニウムを陽極で電解し、酸化させるのです。
鉄や銅を陽極にして酸化させると電解液中に溶解するだけですが、アルミニウムは一定の条件を満たした電解液中において陽極で電解すると、表面に特異な形状をした厚い酸化皮膜を生成します(図.1参照)
電解液の種類によって、生成されるアルミニウムの酸化皮膜の形状は異なり、目的、用途によって様々な電解液が用いられています。
希硫酸を電解液にしたアルマイト皮膜は、バリヤー層と無数の微細孔からなる多孔質皮膜で、最も普及している陽極酸化法です。
肉眼では見えませんが、アルマイト皮膜は、蜂の巣のような六角柱のセルの集合体で、それぞれ中心に微細な孔があり、素地界面に生成したバリアー層まで通じています。
この微細孔があるため、アルマイト皮膜は、高硬度であるのに加えて、吸着性が強く、容易に染色や着色を施すことができます。
各種着色アルマイトは、アルマイト処理後、染料に浸せきすることにより、微細孔に染料を浸透させ、着色する表面処理です。
微細孔が開いたままでは、汚染物質や腐食物質も吸収してしまい、汚れやすく、耐食性も十分ではありません。
後処理として、封孔処理を施すことにより、皮膜表面の微細孔を塞ぎ、耐食性、耐候性、耐汚染性を向上させ、仕上げます。
異なったアルミニウム合金を陽極酸化した場合、前処理や電解条件を同一にしても、合金に添加されている元素の影響により、アルマイト皮膜は仕上がりの光沢、発色が異なります。
同一製品に使用する部品のアルマイトの光沢や発色を整えたい場合は、JISによる同一合金系を使用することが望ましいです(別表.1「主なアルミニウム合金の化学成分と特性」参照)。
主なアルミ二ウムとその合金の陽極処理性につきましては、(別表.2「アルミニウム合金の陽極酸化性」)を参照してください。
アルミ以外の金属(鉄・真鍮・ステンレス等)は、電解浴中で溶解してしまいますので、ヘリサートやリベットなどは処理後に加工して下さい。
また、アルミニウムは非常に活性に富んだ材料ですので、溶接盛り部分をグラインダーなどで削ると鉄が沈着したり、高熱によりアルミニウム組織に変化を与え色むらの原因となることがあります。
ヘアーライン処理の場合、ヘアーラインの方向と材料の圧延方向とは一致するようにして下さい。格子目(クロス)と呼ばれる不良になることがあります。
以上が、アルマイト皮膜の注意点です。
| 白アルマイト | 硬質アルマイト | 黒アルマイト | 赤アルマイト | 青アルマイト | 金色アルマイト |
|---|---|---|---|---|---|
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
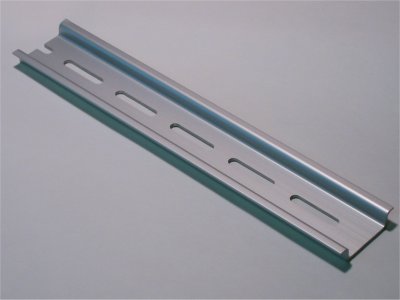
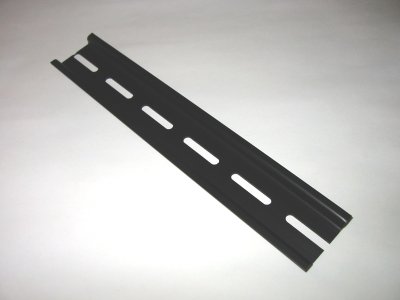
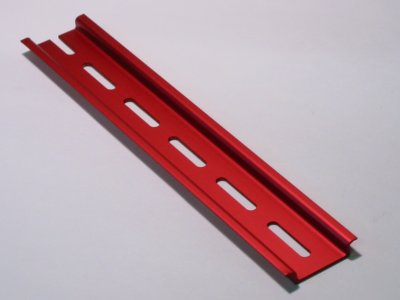
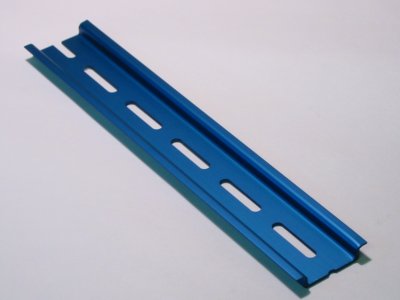
当社は、白アルマイト、硬質アルマイト、黒アルマイト、赤・青・金色アルマイトを営業いたしております。
表.1は、配電ボックス内に計器類を固定するアルミニウム製のレールを、各種アルマイト処理したサンプルです。
写真をクリックすると、別ウィンドウで大きく表示されますので、仕上がりの色の参考にして下さい。
また素材そのままの状態でアルマイト処理するだけでなく、処理前にバフ研磨、梨地、ヘアーライン仕上げ、電解研磨、化学研磨など、用途に合わせて表面状態を改質し、様々なバリエーションに仕上げることも可能です。
| アルマイト | 処理槽大きさ(mm) 横幅×縦幅×深さ |
最大重量(Kg) | 指定がない場合の膜厚 |
|---|---|---|---|
| 白アルマイト | 2500×400×1000 | 40kgまで | 7~10ミクロン |
| 硬質アルマイト | 2500×400×1000 | 40kgまで | 通常25~30ミクロン 膜厚指定限界50ミクロン |
| 黒アルマイト | 2000×300×600 | 40kgまで | 15~20ミクロン |
| 赤・青・金色 アルマイト |
300×300×600 | 小物のみ | 15~20ミクロン |
ご相談、お見積等、お問い合わせの際の電話番号、ファックス番号は、Tel:042-531-1242、Fax:042-531-6734。
電子メールでのお問い合わせの際は、e-mail:[email protected]まで。
当社のアルミニウムの陽極酸化処理を御採用賜りますよう、何卒よろしくお願い申し上げます。